 設計
設計
中圖分類號:TM57 文獻標識碼:A 文章編號:1003-9082(2016)06-0278-02
在當下的工業生產過程中,PLC控制系統在工業智能化的領域被大量的使用,是實現工業自動化控制的中間力量。PLC的完善程度決定著整個自動化操作系統的安全性和可靠性,PLC故障診斷系統它在工業自動化控制中占有舉足輕重的地位。
一、電機系統的組成和工作原理
PLC電機系統主要由上位計算機和一套PLC監控系統組成[1]。上位計算機為用戶提供數據、圖形和事件的顯示。PLC通過外部變送器、互感器和發動機連接完成自動化系統設備的故障信號檢測并將這些數據轉化為通訊數據傳輸給上位計算機。上位計算機通過對故障原因進行分析和判斷,分析和判斷后的結果通過數據傳送給人機界面。人機界面給出故障點解釋故障的診斷結果,并在人機界面給出相應排除故障的建議。電機故障診斷系統的框架圖如下:
當操作人員按下生產系統的開機按鈕后,PLC電機故障診斷系統先對斷路器的閉合或斷開的形態進行判斷,如果電機故障診斷系統監測到斷路器初始狀態為閉合那么電機將無法啟動,并且伴隨報警,反之則啟動成功。電機啟動成功的標志是在控制柜上電機的“開/關”指示燈亮起,反之則電機出現故障。在生產設備運行過程中,PLC不停的對電機有可能發生的故障進行循環的檢測。如果電機發生相間短路、斷相和過負荷以及過電流等故障,PLC迅速的對電機故障做出判斷和相應的故障分析并且為操作人員給出排除故障的建議。在關機時,PLC接到關機命令后,斷路器跳閘(電機“開/關”指示燈滅),故障聲光報警后,按下報警復位按鈕進行系統復位完成關機動作[2]。
二、PLC的組成
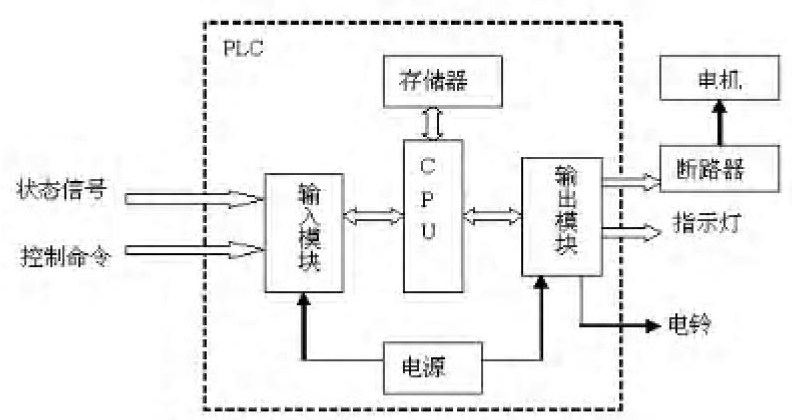
PLC的組成主要包含:中央處理器、存儲器、輸入/輸出模塊、電源、外部設備接口及輸入/輸出擴展單元等組成。它們各個元器件的功能如下:(1)中央處理單元(CPU):CPU是PLC的核心部件,它的主要作用是控制整個自動化系統平穩地運行。它用以執行系統程序并通過運行系統程序來完成所有程序控制、處理及通信等功能。(2)存儲器:存儲器的主要作用是用來存放系統程序和用戶程序。(3)輸入/輸出模塊:輸出模塊用來將可編程控制器運算后的信息通過機外的執行機構完成工業現場的各類控制。(4)電源:PLC配有開關式穩壓電源模塊,穩壓電源模塊用來將外部供電電源轉換成PLC內部的CPU、存儲器和I/O接口等電氣元件工作時所需的直流電源。(5)外部設備接口:外部設備接口是可編程控制器主機實現人-機對話、機-機對話的通道。(6)輸入/輸出擴展單元:輸入/輸出擴展單元的作用是當CPU所需的輸入/輸出點數超出主機的輸入/輸出單元的點數時,可以通過輸入/輸出單元的擴展來解決。
三、PLC電機故障診斷分析
PLC在控制裝置上利用較多,常常利用PLC強大的功能指令和內部資源來編制檢測程序,來提高工作的可靠性和整個系統的靈活性[3]。上位計算機根據現場的數據通過內部邏輯機構進行邏輯推理,找出故障原因并對這些數據通過數據傳輸到人機界面,并把相應的排除故障的建議提供給操作人員。
1.常見電機發生故障的原因分類
常見引起電機發生故障的原因包含電氣和機械兩部分。所以當電機出現故障時要對機械和電氣的故障原因分別進行分析。如電機振動時對電機發生的故障原因分析如下。
1.1引起機械部分故障主要有以下幾點:
1)由于轉子、耦合器和聯軸器以及傳動輪不平衡引起的。通常解決轉子、耦合器和聯軸器等不平衡的故障的處理方法是分別對傳動輪、制動輪和耦合器以及聯軸器的平衡分別進行處理。如果解決完轉子、耦合器和聯軸器不平衡之后電機振動故障沒有得到解決,那么還有可能是電機在轉動時,電機的轉動部分如鐵心支架松動,斜鍵、銷釘失效松動等原因都是造成轉動部分不平衡的原因。
2)由于電機內部軸系不對中和中心線不重合及定心不正確等原因造成的。造成電機內部軸系不對中、中心線不重合和及定心不正確的故障原因主要是安裝自動化生產線電機的過程中對電機內部軸系安裝不正確造成的,在安裝過程中因裝配工人的職業技能不高或安裝工藝不健全均有可能造成這種事故的發生。還有一種情況就是因為機械振動造成。在生產線的電機運轉時電機內部聯動部分中心線剛開始是重合一致的,但是運行一段時間后內部軸系的中心就發生了偏離。導致內部軸系中心偏離的原因有可能是轉子支點和基礎等發生形變造成的。
3)電機相聯的齒輪、聯軸器自身結構出現缺陷等原因造成的。造成這種故障的主要是因為聯軸器歪斜、錯位,聯軸器與軸之間的間隙過大或磨損嚴重均會對電機造成一定的振動。
4)電機本身結構的缺陷造成的。這種故障主要是由于軸與軸瓦之間的間隙過大或過小,電機與基礎板之間固定不牢,軸與軸瓦間間隙過大或過小,電機的底腳螺栓松動等原因造成的。
5)電機所攜帶的負載在工作過程中發生振動而引發電機出現振動。
1.2引起電氣部分發生故障主要有:三相電壓不平衡或電機在三相電動機缺相運行、定子鐵心變橢圓、松動定子繞組發生斷線、匝間短路和定子三相電流不平衡、轉子鐵心變橢圓、轉子籠條與端環開焊、轉子籠條斷裂、繞線錯誤、電刷接觸不良等原因均能使電機出現電氣故障從而導致電機發生振動。
四、故障診斷程序設計
在進行電機故障診斷系統的設計時,首先對自動化控制系統可能會發生的故障進行分析并建立相應的數據庫,再對整個系統的故障結構進行判斷并給出相應的解決方法,最后在單個層次結構進行故障診斷的設計[4]。
在設計自動化控制系統時首先對故障層次結構進行分析,再盡可能多的把有可能出現故障的點加入PLC控制系統中,這樣在控制系統出現問題時PLC故障檢測信號才能把故障及時的處理和診斷。在電機故障診斷程序中常采用專家系統故障診斷的方法。專家系統故障診斷的方法是指上位計算機在采集診斷對象的信息后,通過邏輯關系對故障原因進行一系列的推理,快速地找到最終故障或最有可能的故障的原因[5]。專家診斷的方法如下:1)對故障點進行記錄:這樣做的目的是為了更加準確的對系統故障的實際情況進行分析,在分析完成后PLC將所有檢測到的故障點反應到內部寄存器進行存儲。2)多次故障事件的記錄:系統在運行過程中很有可能出現多次故障,為了方便運行人員了解設備的情況及時的對設備進行檢修和維護,存儲器將多次發生的事件記錄下來。3)模擬量故障的診斷:模擬量故障的診斷表現為模擬量信號對電機電流的故障診斷。PLC在對電機故障進行診斷時首先利用模擬量接收到來自電流的模擬信號,其次將模擬信號轉化為數字信號,最后將數字信號與系統預設允許的極限值進行比較。當PLC對數字信號進行診斷時如果在允許的范圍內時表明該處的電機電流處于正常范圍內,即設備處于正常運行情況。如果PLC診斷后數字信號的實際值接近或達到極限值,則該處的電機電流處于不正常的范圍,即設備處于不正常的狀態。
五、PLC在故障診斷過程中的作用
PLC在電機出現故障時通過自我檢測功能對出現的故障及時的進行報警及分析處理,使系統不僅具有自動控制功能還具備了自我診斷和處理故障的功能,做到了真正意義上的自動化代替人工操作。
1.故障診斷是通過先前預留在PLC控制系統中的故障庫的故障特征進行分析。當上位計算機將故障原因及解析結果進行分析完畢后再反應在人機控制面板上并給出排除故障的建議。
2.在電機診斷控制系統中,PLC開關量輸入模塊代替開關量故障信號輸入模塊或模擬量故障信號的輸入裝置由PLC的信號量輸入模塊實現,通過這兩種方式實現了對現場設備故障的檢測。
3.PLC的內部模塊對故障診斷系統起到控制作用。
結論
PLC電機故障診斷系統在電機出現過載、三相短路或三相短路的故障后能準確而迅速地判斷出故障的原因及處理方法,為設備運行人員在維護和檢修時提供了方便。同時PLC電機故障診斷系統提高了控制系統的穩定性和智能化水平,保證了即使在三相斷裂或短路等其它影響電機正常運轉的因素存在時都能快速的判斷出故障原因并排除故障保證電力系統及生產機組的正常運行。
參考文獻
[1]王榮娟.基于PLC的電機故障診斷系統設計與實現[J].知識經濟,2014,(3):84.
[2]賈永盛,劉紫剛.淺談基于PLC電機故障診斷系統設計[J].科技創新導報,2011,(25):73-73.
[3]施鵬.基于PLC的電機故障診斷系統設計[J].科技資訊,2012,(20):24-24.
[4]喬治華.淺談基于PLC電機故障診斷系統設計[J].建筑工程技術與設計,2015,(27):1441-1441.
[5]楊卓.基于PLC的電機故障診斷系統的研究[J].制造業自動化,2011,33(2):50-53.